Հեռախոս՝ +86 21 57674551
Հեռախոս՝ +86 21 57674551 E-mail: sales@chenpinsh.com
E-mail: sales@chenpinsh.com![Y5[98K8IZ$]AE`8_~L02Q{5](https://www.chenpinmachine.com/uploads/Y598K8IZAE8_L02Q5.png)


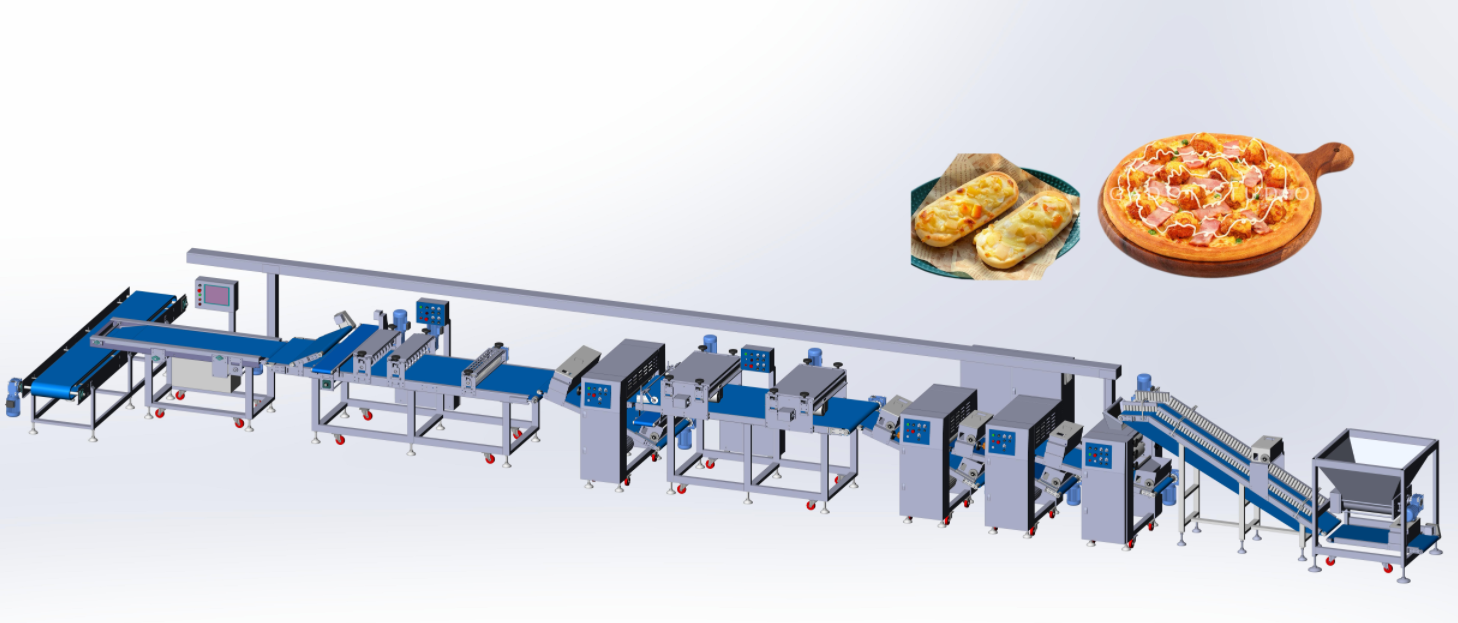
CPE-2670 ավտոմատ պիցցայի արտադրության գծային մեքենա

CPE-2670 ավտոմատ պիցցայի արտադրության գիծ
| Չափս | (Երկարություն) 16,480 * (Լայնություն) 3,660 * (Բարձրություն) 1,800 մմ |
| Էլեկտրաէներգիա | 380 Վ, 3 Ֆ, 50/60 Հց, 15 կՎտ |
| Տարողունակություն | 7": 5,500-5,800 հատ/ժամ 9": 3,200-3,600 հատ/ժամ |
| Մոդելի համարը | CPE-2670 |

Պիցցա

Նավակային պիցցա

Բարակ խմորով պիցցա

Փքված խմորեղենով պիցցա
1. Խմորեղենի փոխադրման փոխադրիչ
■ Խմորը խառնելուց հետո այն թողնում են հանգստանա 20-30 րոպե։ Խմորման գործընթացից հետո այն տեղադրում են խմորի փոխադրման սարքի վրա։ Այս սարքից այն տեղափոխում են խմորի գլանակների վրա։
■ Ավտոմատ հավասարեցում մեկ թերթիկի վրա տեղափոխելուց առաջ։

2. Նախնական թերթիկավորման և շարունակական թերթիկավորման գլաններ
■ Թերթիկը այժմ մշակվում է այս թերթիկավոր գլաններով։ Այս գլանները բարելավում են խմորի գլյուտենի լայն տարածումը և խառնումը։
■ Թերթավորելու տեխնոլոգիան նախընտրելի է ավանդական համակարգի համեմատ, քանի որ թերթավորելը կարևոր առավելություններ է տալիս: Թերթավորելը հնարավորություն է տալիս մշակել խմորի լայն տեսականի՝ «կանաչ» խմորից մինչև նախապես խմորված խմոր, բոլորն էլ բարձր հզորությամբ:
■ Օգտագործելով լարվածությունից զերծ խմորի թերթիկներ և շերտավորման տեխնոլոգիա, դուք կարող եք ստանալ գրեթե ցանկացած խմորի և հացի կառուցվածք
■ Անընդհատ թերթավորող. խմորի շերտի հաստության առաջին կրճատումը կատարվում է անընդհատ թերթավորողով: Մեր եզակի չկպչող գլանակների շնորհիվ մենք կարող ենք մշակել ջրի բարձր տոկոսային պարունակությամբ խմորի տեսակներ:

3. Պիցցայի կտրում և ամրացման սկավառակի ձևավորում
■ Խաչաձև գլան՝ միակողմանի կրճատումը փոխհատուցելու և խմորի թերթիկի հաստությունը կարգավորելու համար։ Խմորի թերթիկը կնվազի հաստությամբ և կմեծանա լայնությամբ։
■ Կրճատման կայան. խմորի թերթիկի հաստությունը կրճատվում է գլանների միջով անցնելիս։
■ Արտադրանքի կտրում և միացում (սկավառակի ձևավորում). արտադրանքը կտրվում է խմորի թերթիկից: Միացումը ապահովում է, որ արտադրանքը զարգացնի իր բնորոշ մակերեսը և համոզվում է, որ թխման ընթացքում արտադրանքի մակերեսին փուչիկներ չկան: Կեղտոտված մնացորդները փոխադրիչի միջոցով վերադարձվում են հավաքիչ:
■ Կտրելուց և ամրացնելուց հետո այն տեղափոխվում է ավտոմատ սկուտեղների դասավորող մեքենայի մեջ։