 फोन: +86 21 57674551
फोन: +86 21 57674551 E-mail: sales@chenpinsh.com
E-mail: sales@chenpinsh.com![Y5[98K8IZ$]AE`8_~L02Q{5](https://www.chenpinmachine.com/uploads/Y598K8IZAE8_L02Q5.png)


CPE-3268+650F अर्धवट शिजलेला पराठा उत्पादन लाइन मशीन

CPE-3268 अर्धवट शिजलेला पराठा उत्पादन लाइन मशीन
| आकार | (लांबी) २७,४८० * (रुंदी) १,४२० * (उंची) २,४०० मिमी |
| वीज | ३८० व्होल्ट, ३ फेज, ५०/६० हर्ट्झ, १९ किलोवॅट |
| अर्ज | लचा पराठा, रोटी पराठा, रोटी कॅनई |
| क्षमता | ५,०००-७,००० (नग/तास) |
| मॉडेल क्रमांक | सीपीई-३२६८ |
CPE-650 हॉट प्रेसिंग मशीन
| आकार | (लांबी)१८,९१५ * (रुंदी)१,४७० * (उंची)२,२८० मिमी |
| वीज | ३८०V, ३Ph, ५०/६०Hz, ५०kW |
| अर्ज | पराठा, रोटी |
| क्षमता | ३,२००-८,१०० (नग/तास) |
| मॉडेल | सीपीई-६५० |

लाचा पराठा

कांद्याची पात पराठा

टोंगगुआन फ्लॅटब्रेड

पेस्ट्री
१. पीठ वाहून नेणारे उपकरण
पीठ मळून झाल्यावर ते २०-३० मिनिटे मुरवले जाते आणि नंतर पीठ वाहून नेणाऱ्या यंत्रावर ठेवले जाते. येथे पीठ पुढील उत्पादन प्रक्रियेत पुढे पाठवले जाते.
२. कंटिन्युअस शीट रोलर
■ कणकेचा गोळा आता सतत फिरणाऱ्या शीट रोलरमध्ये फिरवला जातो. हे रोलर ग्लूटेनला अधिक चांगल्या प्रकारे मिसळण्यास आणि पसरण्यास मदत करतात.
■ शीटरचा वेग कंट्रोलर पॅनलवरून नियंत्रित केला जातो. संपूर्ण लाइनमध्ये एकच इलेक्ट्रॉनिक कॅबिनेट आहे, लाइनमधील सर्व घटक प्रोग्राम केलेल्या पीएलसीद्वारे एकमेकांशी जोडलेले आहेत आणि प्रत्येकाचे स्वतःचे स्वतंत्र कंट्रोल पॅनल आहे.
■ डोह प्री-शीटर्स: उत्कृष्ट वजन नियंत्रणासह आणि सर्वोच्च गुणवत्तेसह, कोणत्याही प्रकारच्या पिठाच्या पातळ वळ्या सहज तयार करतात. पिठासाठी अनुकूल हाताळणीमुळे पिठाच्या रचनेला कोणताही धक्का लागत नाही.
■ पारंपरिक पद्धतीपेक्षा शीटिंग तंत्रज्ञानाला प्राधान्य दिले जाते कारण शीटिंगमुळे महत्त्वपूर्ण फायदे मिळतात. शीटिंगमुळे 'ग्रीन' (कच्च्या) पिठापासून ते पूर्व-आंबवलेल्या पिठापर्यंत, विविध प्रकारच्या पिठांवर उच्च क्षमतेने प्रक्रिया करणे शक्य होते.

३. कणकेचा थर पसरवणारे उपकरण
येथे कणकेला मोठ्या प्रमाणावर पातळ पत्र्यात पसरवले जाते. आणि मग ते पुढच्या उत्पादन प्रक्रियेत पाठवले जाते.

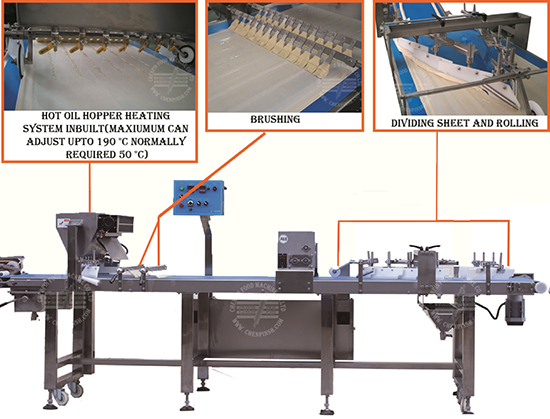
४. तेल लावणे, पत्र्याचे रोलिंग करण्याचे उपकरण
■ या लाईनमध्ये तेल लावणे, शीट लाटणे केले जाते आणि कांदा पसरवायचा असल्यास ही सुविधा देखील या लाईनमध्ये समाविष्ट केली जाऊ शकते.
■ हॉपरमध्ये तेल भरले जाते आणि तेलाचे तापमान नियंत्रित करता येते. गरम तेल घालण्याची प्रक्रिया वरून आणि खालून दोन्ही बाजूंनी केली जाते.
■ कन्व्हेअरच्या तळाशी ऑइल एक्झिट पंप उपलब्ध असल्याने क्लिनिंग हॉपरमधून तेल बाहेर पडते.
■ तेल टाकल्यानंतर, शीट पुढे सरकत असताना ते आपोआप संपूर्ण शीटवर पसरवले जाते.
■ दोन्ही बाजूंचे कॅलिब्रेटर शीटला अचूक संरेखन देतात आणि वाया जाणारा भाग कन्व्हेयरद्वारे आपोआप हॉपरमध्ये साठवला जातो.
■ तेल लावल्यानंतर कागदाचे अचूकपणे दोन समान भाग केले जातात आणि लाटून थर तयार केले जातात.
■ सिलिकॉनचे कांदे किंवा पीठ शिंपडण्याचे हॉपर ऐच्छिक म्हणून उपलब्ध आहे.
५. कणिक मऊ करणारे आणि वाहून नेणारे उपकरण
■ येथे पिठाचा गोळा सैल होऊन कन्व्हेयरच्या अनेक स्तरांवरून पुढे नेला जातो.
■ गरम तेल सुकवण्यासाठी येथे थंड केले जाते.

6.उभ्या कटर कन्व्हेयर
आता इथे पिठाचे गोळे उभे कापले जातात आणि लाटल्या जाणाऱ्या रांगेच्या पुढच्या भागावर स्थानांतरित केले जातात.


७. हॉट-प्रेस मशीन
हॉट प्रेसिंग मशीनमधील अंतिम उत्पादन: लाटलेल्या पिठाला आकार दिल्यानंतर, प्रेस यंत्रणेद्वारे त्याला अचूकपणे गरम केले जाते, ज्यामुळे अर्धवट शिजलेला पराठा तयार होतो.

.png) आता पिठाच्या रेषा लाटण्यासाठी तयार आहेत, पीठ लाटल्यानंतर ते फिल्मिंग आणि दाबण्यासाठी CPE-788B मध्ये जाऊ शकते.
आता पिठाच्या रेषा लाटण्यासाठी तयार आहेत, पीठ लाटल्यानंतर ते फिल्मिंग आणि दाबण्यासाठी CPE-788B मध्ये जाऊ शकते.