 ફોન: +86 21 57674551
ફોન: +86 21 57674551 E-mail: sales@chenpinsh.com
E-mail: sales@chenpinsh.com![Y5[98K8IZ$]AE`8_~L02Q{5](https://www.chenpinmachine.com/uploads/Y598K8IZAE8_L02Q5.png)


CPE-3268+650F અડધા રાંધેલા પરાઠા ઉત્પાદન લાઇન મશીન

CPE-3268 અડધા રાંધેલા પરાઠા પરાઠા ઉત્પાદન લાઇન મશીન
| કદ | (L) 27,480 * (W) 1,420 * (H) 2,400 મીમી |
| વીજળી | ૩૮૦V, ૩Ph, ૫૦/૬૦Hz, ૧૯kW |
| અરજી | લચ્ચા પરાઠા, રોટી પરાઠા, રોટી કનાઈ |
| ક્ષમતા | ૫,૦૦૦-૭,૦૦૦ (પીસી/કલાક) |
| મોડેલ નં. | સીપીઇ-૩૨૬૮ |
CPE-650 હોટ પ્રેસિંગ મશીન
| કદ | (L)18,915 * (W)1,470 * (H)2,280 મીમી |
| વીજળી | ૩૮૦વો, ૩પીએચ, ૫૦/૬૦હર્ટ્ઝ, ૫૦ કિલોવોટ |
| અરજી | પરાઠા, રોટલી |
| ક્ષમતા | ૩,૨૦૦-૮,૧૦૦ (પીસી/કલાક) |
| મોડેલ | સીપીઇ-650 |

લાચા પરાઠા (Lacha Paratha)

પરાઠા (Paratha Recipe In Gujarati)

ટોંગગુઆન ફ્લેટબ્રેડ

પેસ્ટ્રી
૧. કણક પહોંચાડવાનું ઉપકરણ
કણક ભેળવ્યા પછી તેને 20-30 મિનિટ માટે આરામ આપવામાં આવે છે અને પછી તેને કણક કન્વેઇંગ ડિવાઇસ પર મૂકવામાં આવે છે. અહીં કણકને આગામી ઉત્પાદન લાઇનમાં લઈ જવામાં આવે છે.
2. સતત શીટ રોલર
■ કણકના બોલને હવે સતત શીટ રોલરમાં પ્રોસેસ કરવામાં આવે છે. આ રોલર ગ્લુટેનને વધુ મિશ્રિત કરવા અને ફેલાવવા માટે વધારે છે.
■ શીટરની ગતિ કંટ્રોલર પેનલ દ્વારા નિયંત્રિત થાય છે. આખી લાઇનમાં એક ઇલેક્ટ્રોનિક કેબિનેટ હોય છે જે બધા લાઇનના હોય છે અને પ્રોગ્રામ કરેલ PLC દ્વારા એકબીજા સાથે જોડાયેલા હોય છે અને દરેકનું પોતાનું સ્વતંત્ર કંટ્રોલ પેનલ હોય છે.
■ કણક પ્રીશીટર્સ: ઉચ્ચતમ ગુણવત્તા પર ઉત્તમ વજન નિયંત્રણ સાથે કોઈપણ પ્રકારની તણાવમુક્ત કણક શીટ્સ ઉત્પન્ન કરો. કણક મૈત્રીપૂર્ણ હેન્ડલિંગને કારણે કણકની રચના અસ્પૃશ્ય છે.
■ પરંપરાગત સિસ્ટમ કરતાં શીટિંગ ટેકનોલોજીને વધુ પ્રાધાન્ય આપવામાં આવે છે કારણ કે શીટિંગ મહત્વપૂર્ણ ફાયદાઓ પ્રદાન કરે છે. શીટિંગ 'લીલા' થી લઈને પૂર્વ-આથોવાળા કણક સુધી, ઉચ્ચ ક્ષમતાઓ પર, વિવિધ પ્રકારના કણકને હેન્ડલ કરવાનું શક્ય બનાવે છે.

3. કણક શીટ વિસ્તરણ ઉપકરણ
અહીં કણકને પાતળા શીટમાં વ્યાપકપણે વિસ્તરવામાં આવે છે. અને પછી તેને આગામી ઉત્પાદન લાઇનમાં લઈ જવામાં આવે છે.

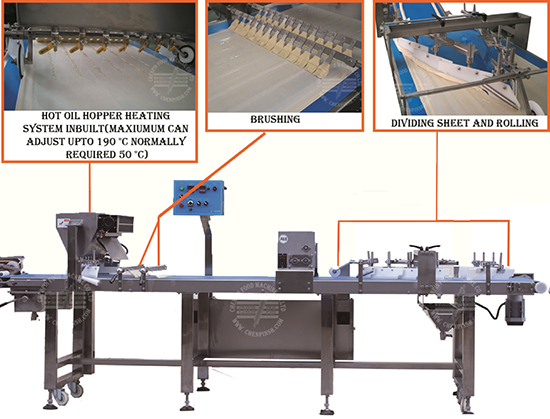
૪. શીટ ડિવાઇસનું ઓઇલિંગ, રોલિંગ
■ આ લાઈનમાં ઓઈલિંગ, શીટ રોલિંગ કરવામાં આવે છે અને જો ઈચ્છો તો ડુંગળી ફેલાવવાની સુવિધા પણ આ લાઈનમાં ઉમેરી શકાય છે.
■ તેલ હોપર પર ફીડ થાય છે અને તેલનું તાપમાન એડજસ્ટેબલ છે. ગરમ તેલ ઉપર અને નીચે બંને બાજુથી લગાવવામાં આવે છે.
■ કન્વેયરના તળિયે તેલ એક્ઝિટ પંપ ઉપલબ્ધ હોવાથી સફાઈ હોપર બહાર નીકળે છે.
■ તેલ પડ્યા પછી, તેને આગળ વધતાંની સાથે આખી શીટમાં આપોઆપ બ્રશ કરવામાં આવે છે.
■ બંને બાજુ કેલિબ્રેટર શીટને બારીક ગોઠવણી આપે છે અને કચરો કન્વેયરથી હોપર સુધી આપમેળે સંગ્રહિત થાય છે.
■ તેલ લગાવ્યા પછી, શીટને બરાબર બે ભાગમાં વહેંચવામાં આવે છે અને તેને સ્તરો બનાવવા માટે રોઇલ કરવામાં આવે છે.
■ સિલિકોન ડુંગળી અથવા લોટ છંટકાવ હોપર વૈકલ્પિક તરીકે ઉપલબ્ધ છે.
5. કણકને આરામ આપતું કન્વેઇંગ ડિવાઇસ
■ અહીં કણકના બોલને ઘણા સ્તરના કન્વેયરમાં આરામથી પહોંચાડવામાં આવે છે.
■ ગરમ તેલને અહીં ઠંડુ કરીને સૂકવવામાં આવે છે.

6.વર્ટિકલ કટર કન્વેયર
હવે અહીં કણકને ઊભી રીતે કાપવામાં આવે છે અને લાઇનના આગળના ભાગમાં ટ્રાન્સફર કરવામાં આવે છે જે રોલિંગ થઈ રહ્યું છે.


૭. ગરમ દબાવવામાં આવેલ મશીન
ગરમ પ્રેસિંગ મશીન તૈયાર ઉત્પાદન રોલ-આઉટ કણક બન્યા પછી, તેને પ્રેસ મિકેનિઝમ દ્વારા ચોક્કસ રીતે ગરમ કરવામાં આવે છે જેથી અડધો રાંધેલો પરાઠો મળે.

.png) હવે કણકની લાઇનો અહીં રોલ કરવા માટે તૈયાર છે, કણકને રોલ કર્યા પછી તેને ફિલ્માંકન અને દબાવવા માટે CPE-788B માં જઈ શકાય છે.
હવે કણકની લાઇનો અહીં રોલ કરવા માટે તૈયાર છે, કણકને રોલ કર્યા પછી તેને ફિલ્માંકન અને દબાવવા માટે CPE-788B માં જઈ શકાય છે.